

Moin Michael,
Wie wäre es mit Kapton-Klebeband? Das fährt bei uns im Institut durch Lötanlagen durch.
Beste Grüsse Sebastian
Moin Michael,
Wie wäre es mit Kapton-Klebeband? Das fährt bei uns im Institut durch Lötanlagen durch.
Beste Grüsse Sebastian
Moin Michael,
Versuche mal mit einer Spitzzange den Stahldraht mittig zu packen und nach rechts oder links zu schieben. Und bevor die Feder weit weg fliegt die Einbaurichtung merken.
Beste Grüsse Sebastian
Als Jugendlicher, also vor ~35 Jahren ist mir ein Funkmikrofon zugelaufen, das man in dem UKW Frequenzbereich einstellen konnte. Da habe ich tagsüber die Frequenz von dem Radio in der Nachbarschaft gesucht und abends eine Durchsage gemacht, dann war auch Ruhe. Wie das heutzutage funktionieren soll, weiss ich nicht. Das ist dann ein Fall für Hacker.
An der Havel gibt es einen Campingplatz, der die woanders nur im Kleingedruckten erwähnte Nachtruhe ab 22 Uhr konsequent durchsetzt. In der Hochsaison hört der Lärm dann schlagartig auf, weil der Betreiber Störenfrieden Platzverweise erteilt.
Moin,
das Internet ist ja voll von wilden Diskussionen, was passiert, wenn L und N beim Landstromanschluss vertauscht werden, weil zum Beispiel Schukosteckeradapter verwendet werden.
Damit das sauber in den Mastervolt Combimaster reingeht, habe ich mir eine Schaltung ausgedacht.
Kapazitive Spannungsteiler messen hochohmig die Netzspannung zwischen L/N und PE. Je nach dem, wo L liegt, wird das richtige Relais geschaltet. Wenn PE fehlt, geht gar nichts.
Wenn eine Überspannung kommt, fliesst Strom durch die Varistoren und haut den FI vom Campingplatz raus - wenn vorhanden.
Wenn die Spannung zu klein wird, schalten die Komparatoren die Relais nicht ein.
Ich finde das schöner als einen SPE-PRCD, das ist so ein intelligenter Gnubbel in dem Zuleitungskabel, der aber vertauschte Anschlüsse nicht erkennen kann und wohl auch mal geklaut wird.
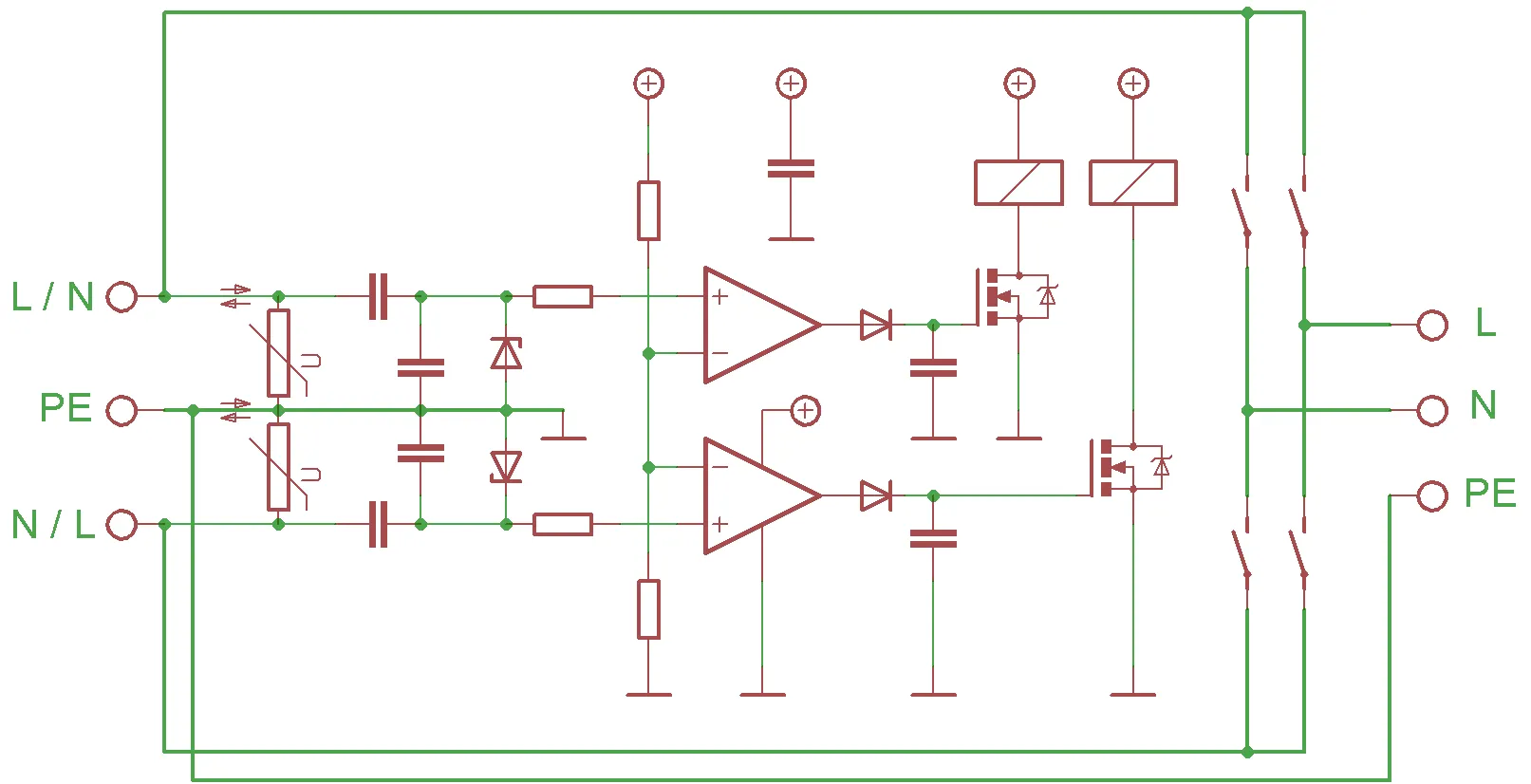
Wenn da ein CE-Aufkleber raufkommt, heisst das in meinem Fall: Composed by Elektroingenieur. Ein paar Feinsicherungen für 12V und die 230 V Richtung Komparator könnten da noch eingebaut werden.
Gibt es hier Experten, die mir da einen Irrweg bescheinigen oder ist das eine Marktlücke?
Beste Grüsse
Sebastian
Moin Max,
Alternativschritt 2. ist besser. Ein Pflaster klebt nicht auf der Haut, wenn es nur auf einer Seite fest ist. Also rundherum die Deckschicht ein paar Zentimeter abtragen.
Und ich bin ein Freund von Epoxidharz. Vielleicht kannst Du die neue Deckschicht als Gewebe nass in nass mit Epoxidharz kleben. Dann kommst Du auf eine schöne Materialdicke, ohne dass das Pflaster dick aufträgt und Spachtelarbeiten nach sich zieht. Mit Thixotropiermittel etwas eingedickt ist es auch ein guter Kleber zum Einkleben und grobem Abdichten der Schaumplatte.
Beste Grüsse
Sebastian
Moin Arno,
was wäre mit Sika und je zwei kleinen Schrauben, entweder Hutmutter oder gerunete Sicherungsmutter in der Kiste, oder wenn Platz ist Senkkopfschraube und Mutter in dem Teleskopauszug? Zusätzlich Multiplex ist vielleicht ein bisschen schwer und auch für die Stabilitätnicht notwendig.
Beste Grüsse
Sebastian
Moin,
in Beitrag 37 sieht man schematisch das Innenleben des Motors. Die Sollzustände aus der Elektronik gehen auf Fingerkontakte, eine Scheibe mit zwei Flächen fährt über die Kontakte und steuert die Endstufe auf der Platine entweder auf Vorwärts- oder Rückwärtslauf.
Man kann den Motor demontieren, die Kontaktflächen reinigen und etwas nachbiegen.
Kontaktspray in den Tastern der Elektronik oder häufiges wechselseitiges Drücken kann auch helfen.
Beste Grüsse
Sebastian
Moin Peer,
GfK-Sandwich selbstgemacht mit Styrodurplatte, Glasfaser, Harz, Pinsel, Rolle und allen Freiheiten, was Formen, Ecken und Kanten angeht, kostet ungefähr 100,-€ pro Quadratmeter.
Jetzt höre ich aber auf, lehne mich zurück und warte gespannt auf den Baufortschritt.
Beste Grüsse
Sebastian
Moin Peer,

ich werde definitiv nicht mit Epoxid arbeiten. Und der Alkoven, der maximal eine tragende Höhe von ca. 15cm haben kann.
Und wenn Du bei einem der üblichen Sandwichplattenhersteller Platten bestellst und mit denen über eingebaute Verstärkungen sprichst? Und einer der hier vertretenen "Harzpanscher" hilft beim finalen Zusammebau? Die 15 cm-Strebe kann man auch entweder mit Einlagen oder Umwickeln verstärken, also man und nicht Du.
Beste Grüsse
Sebastian
Schade, die Sandwichplatten haben trotz der Favoritenrolle verloren?.
2-3 Lagen GfK/CfK um die Kanten, als Angstzuschlag noch Dämmstoffdübel ins Styrodur, Scharniere festkleben und ins GfK/CfK schrauben oder Nieten oder die Dämmstoffdübel treffen.
Wäre besser gedämmt und deutlich leichter. Jetzt sieht das aus wie der Anfang einer Eisenbahnbrücke.
Beste Grüsse
Sebastian
Moin,
Styrodur ist trittfest. Die Grundfläche damit auslegen, für Füllstücke, meinetwegen aus Kostengründen Holz, oder zwei über dem Fahrzeugrahmen liegende Aluprofile Löcher in das Styrodur schneiden (für die späteren Verschraubungen mit dem Fahrzeug), Platten mit einem Nagelbrett ca. 5mm tief Lochen, Anschleifen, Säubern und 1 mm GFK oder 0,5 mm Kohlefaser auf beiden Seiten drüber - fertig ist der Boden mit integriertem Hilfsrahmen. Kohlefaser ist nicht soviel teurer, weil man auch die Hälfte an Harz spart.
Die Wände dann aus leichterem PIR/PUR-Schaumstoff als Kernmaterial. Fensteröffnungen vorher in den Schaum schneiden und die Gewegelagen in die Öffnungen hineinlaminieren. Falls die Fasern schwer um die Ecke gehen, das ausgesägte Kernstück in Folie einwickeln und in die Fensteröffnung hämmern.
Dabei mit dem Gewebe etwas Abstand von allen Rändern halten, dann kann man die Platten provisorisch verkleben, die Ecken rund schleifen und mit einer Lage Gewebe überlaminieren, keine schweren Eckwinkel.
Bei einem Hubdach das Gewebe um die Kanten herumarbeiten, auch hier keine schweren Profile als Abschluss.
Keine Ahnung, ob man mit 4.000 Euro auskommt, eine Hubmechanismus kann man sich sparen bei der Kabinengrösse, das geht mit Muskelkraft nach oben bei 3,5-4 kg / m2. Vielleicht kann man hier im Forum nach Fasermattenresten fragen.
In meinem Kopf rotieren die Ideen, parallel gab es hier ja auch eine Anfrage für einen Aufbau auf einem Anhänger, das ist die selbe Grössenordnung.
Beste Grüsse
Sebastian

Das sieht schon mal gut aus.
Ich möchte dann doch lieber etwas kleiner und handlicher bauen
Hallo Stefan, die Kabine kann man natürlich skalieren, dauert dann auch nur halb so lange...
Hallo Stefan,
vielleicht eine Hubdachkabine?

Viel Spass beim Lesen, hat viel Arbeit gemacht und ist immer noch nicht fertig: Ein Fuso wächst über sich hinaus - CFK Selbstbau
Nicht ganz so schlimm sah das an meinem Selbstbau auch aus, ich meine die rumpeligen Plattenstösse. Ich habe alle Ecken innen und aussen mit zwei Lagen Kohlefaser überlaminiert. Hier müsste es dann Glasfaser sein. Das wird stabil, leicht, dicht und wegen gleicher thermischer Ausdehnung dauerhaft.
Wenn das mein Wohnmobil wäre, würde ich alle Eckwinkel abnehmen, Kleberreste entfernen, anschleifen und Gfk-Matten mit Epoxydharz getränkt um die Ecken kleben, überspachteln und in Wunschfarbe lackieren.
Beste Grüsse Sebastian
Hallo Phil_Pepe,
dann versuche mal das Gerät zu öffnen und mit einem dicken Lötkolben alle Lötstellen nachlöten. Vielleicht ist das ja ein typisches Problem von Ective.
Vielleicht kennst Du auch jemanden, der das für Dich machen kann.
Beste Grüsse
Sebastian
Nachtrag zu der Ective-Reparatur:
Mit offenem Deckel habe ich die Baugruppe bei 12V und 80 A Eingangsstrom (Ofen als Last) mit der Wärmebildkamera beobachtet und keine Auffälligkeiten gefunden.
Die Kühlkörper zeigen hier wegen der Reflektion mit Ausnahme der beiden runden Aufkleber keine Temperatur.
Das Fehlerbild des Pulsierens ist jetzt ausgeblieben. Die Messung der Ausgangsspannung zeigt einen schönen Sinusverlauf, die Hüllkurve die Variationen beim Ein- und Ausschalten des angeschlossenen Ofens. Während der Schaltvorgänge gibt es kleine Transienten auf der Spannung, alles im grünen Bereich.
Nochmal als Zusammenfassung: Der Wechselrichter war fehlerhaft gelötet. Das Lot hatte wegen der zu geringen Füllhöhe der Hülsen weder für Erschütterungen die notwendige Festigkeit gebracht, noch die Kupferhülsen bei thermischer Ausdehnung zusammengehalten.
Und bitte defekte Wechselrichter nicht wegwerfen sondern mit einem starken Lötkolben alles nachlöten, bis das Lot auf der Bauteilseite sichtbar ist.
Moin,
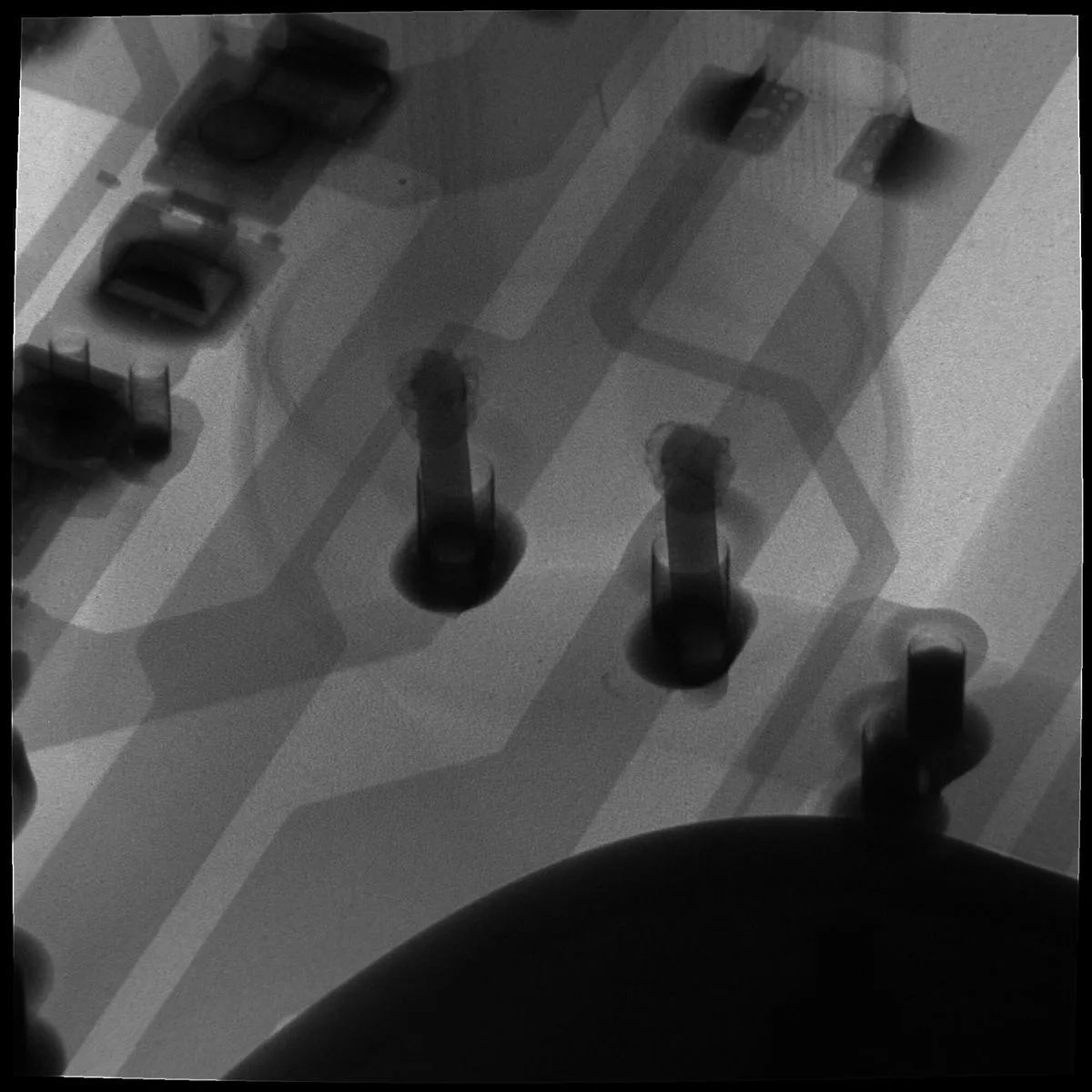
1. Hülsenrisse gibt es heute leider immer noch. Kokelnde Flugzeuge mussten umdrehen, Satellitenschrott in der Umlaufbahn und Küchenmaschinen hatten auch solche Probleme.
2. Ich habe nicht alle Röntgenbilder hier gezeigt, die Röntgendurchstrahlung wurde durch Übertrager, Spulen und Kühlkörper erschwert und ich habe nicht lange draufgehalten, weil Röntgenstrahlung EEPROMS in Prozessoren manipulieren kann.
3. Durchgängig unter 1/3 gefüllte Lötstellen sind nach dem Stand der Technik, üblichen Normen und Abnahmekriterien unzulässig und damit ein Fehler in der Herstellung.
4. Wenn ich den genauen Fehlerort hätte finden sollen, wäre es zu einer zerstörenden Prüfung gekommen, die mit Bonbons nicht zu bezahlen wäre.
Dann hätte man auch die Rauigkeit der Bohrung, die Kupferbedeckung, das Benetzungsverhalten und das Lotgefüge beurteilen können.
5. Sowohl Leistungsbauteile als auch passive Bauteile und die Stiftleisten der Controllerkarten hatten zuwenig Lot. Wenn eine Leistungsverbindung aufgeht, fängt es meist an zu brennen, wenn eine Logikverbindung aufgeht, gibt es einen Funktionsausfall. Insofern passen die von Euch gemachten Beobachtungen von intermittierendem Betrieb und Kokeln. Auch die Aussage, dass es nach wenigen Betriebsstunden auf den holperigen Pisten in Island passiert ist, wenn die schweren Bauteile in den Lötstellen Auf- und Niederhüpfen.
6. Das Nachlöten hat zu einem Erfolg geführt, damit war die Übereinstimmung mit den einzigen Auffälligkeiten gegeben und der Elektroschrottberg wird nicht grösser.
7. Erste Gerichte verurteilen Hersteller entsprechend europäischen Reglen zur Reparatur und nicht zum Austausch von Baugruppen oder ganzen Geräten, ich bin da mit gutem Beispiel vorangegangen.
Beste Grüsse
Sebastian
Nachtrag:
Ich habe Ective per Kontaktanfrage angeschrieben, den Produktionsfehler angesprochen und meine Unterstützung angeboten.
Vielleicht dringt das trotz der Support-Überlastung zu den Entwicklern und Entscheidern durch.
Beste Grüsse
Sebastian
Moin,
witzig, dass Karl34 das Thema hochgeholt hat, genau zu dem Zeitpunkt, wo ich den Fehler beseitigt habe.
Die Lötstellen der durchgesteckten Bauteile haben alle eine zu geringe Füllhöhe der Durchkontaktierungen. Teilweise fliesst der Strom von der Unterseite der Leiterplatte über die Durchkontaktierung auf die Oberseite. Wenn die Hülse nicht mit Lot gefüllt ist, fliesst der Strom nur über das dünne Kupfer. Wenn der Wechselrichter warm wird, dehnt sich die Leiterplatte stärker in der Dicke als nach den Seiten aus, weil die Glasfasern nur in X-/Y-Richtung stabilisieren. Dadurch kann die Hülse reissen und die hier beschriebenen Fälle von Funktionsfehlern bis Brandschäden verursachen.
Ich habe mit einem leistungsstarken Lötkolben alle Lötstellen lange nachgelötet, so dass das Lot auf der Bauteilseite sichtbar wurde. Der Wechselrichter funktioniert jetzt wieder.
Eine Lebensdauerbegrenzung sehe ich bei den Elktrolytkondensatoren, die im Betrieb mit erwärmt werden.
Meine Empfehlung bei Problemen mit diesen Wechselrichtern: Nicht wegwerfen, nicht zum Hersteller, alles Nachlöten, bei nachlassender Performance (Störaussendung, Geräusche) die Elektrolytkondensatoren tauschen.
Viel Erfolg, beste Grüsse
Sebastian